-

洛阳中冶建材设备有限公司
主营:固废弃物综合利用,蒸压砖生产线 - 18625381188

洛阳中冶建材设备有限公司
主营:固废弃物综合利用,蒸压砖生产线 8
8
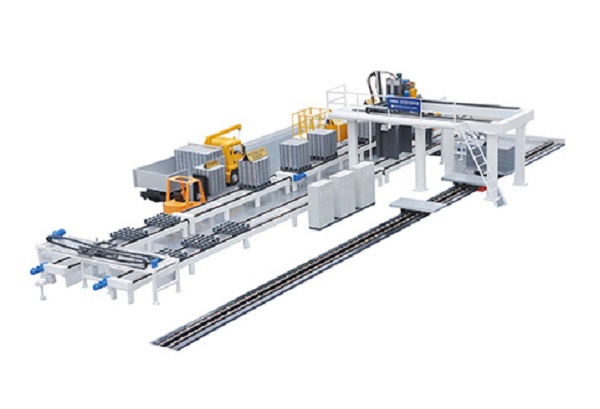
一、产品特点 该机组是在蒸压砖生产工艺线后端延伸的成品砖包装技术,对出釜后整车成品砖进行打包,较大地减少了砖在搬卸过程中的破损,实现了砖垛的机械化、自动化搬运。 出釜后的整车砖经由摆渡和转运设备,行进至夹持装置初始位置,夹持装置对整车砖分两次夹持,并放于已经就位的空托盘上,随后对垂直方向的砖垛拢夹,再随托盘行进至打包位置打包,尔后通过转向结构,将砖垛带入*二次打包位置后,进行交叉打包。完成两次打包后,抱砖装置将砖垛转运到成品砖堆场进行堆放,托盘则有序行进到包装机初始位置进行循环利用,整个循环过程实现托盘转运的反复使用,真正实现无托盘包装生产。 技术优势: 1、自动化程度高,整套包装生产线仅需1~2人操作,提高了劳动效率,降低了劳动强度; 2、包装速度快,日理论包装产量为60万标砖; 3、托盘在包装生产线中为设备内部部件,不参与成品砖外销环节流通,降低了包装成本,包装成本约为0.005元/块; 4、提高了砖品质量,降低了其破损率,改变了砖的传统运输方式; 5、设备运行稳定、包装效果好,配合蒸压砖生产工艺线,较大地提高了整线生产线的自动化水平。 二、技术参数 项目名称 单位 技术性能参数 设备总功率 KW 54.3 工作效率 330车 进给机工作行程 mm 5600 自动化程度 手动、全自动、检修三种功能 操作方式 10英寸彩色触摸屏 外形尺寸 mm 25000×11000×4800 三、服务领域 1、节省人工:传统码坯方式中,压机现场需要3人,1人操作压机,2人交叉码坯。采用交叉码垛后压机只需1人操作即可,*人工交叉码坯。工人工资按2000元/月/人,一天3班制,每班7.5小时,不考虑奖金、福利及管理成本,仅工人工资一项,每年可节省(2000元/月/人X2人/班X3班/天X12月)144000元。 2、节省蒸汽:因蒸压恒温时间减少2小时,蒸汽耗量按300kg/千块计,每块砖蒸汽耗量可节省(0.3kg/块X0.2X(2/6)X0.12元/kg)0.0024元。单台压机日产量按日均15万计,年可节约蒸汽费用(150000块/天X0.0024元/块X300天/年)108000元。 3、节省投资:以年产量6000万计,采用传统码坯方式,需采用2条长度31.5m蒸养釜,若采用交叉码垛,只需采用2条长度26m蒸压釜,钢材重量约减少为14吨,估价约为(14吨X8500元/吨)119000元。 以上三项合计可节约各项成本为371000元。 洛阳中冶建材设备有限公司